



濟南龍門式數控切割機的發展趨勢不可小視
龍門式數控切割機一直被用于各種工業切割,大大的提升了作業的效率,隨著近幾年科技的進步,龍門式數控切割機的產品需求量大大增加,而且不管是建筑還是道路建設都離不開龍門式數控切割機,下面,針對龍門式數控切割...
2020-06-15 11:29:35 | 濟南龍門式數控切割機
聯系電話:182-3390-1740
聯系地址:河北省邢臺市新河縣安新線變電所南行80米路西側
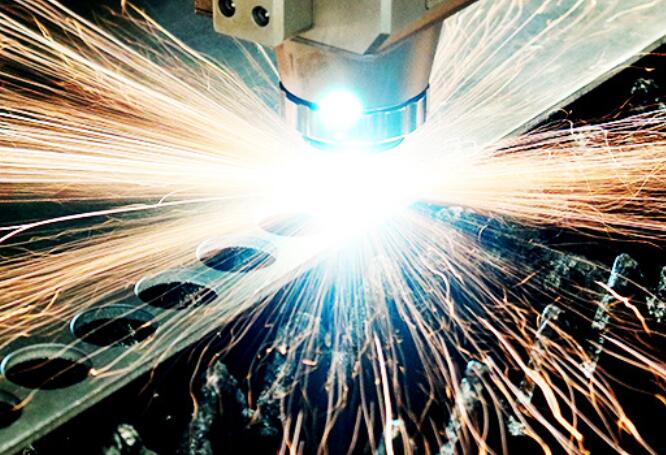
激光切割是什么?激光切割機又是什么?這個問題簡單的答案是,它是一個使用激光進行切割的機器。它由一個床或平臺組成,要改造的材料被放置在上面。在床的頂部有一個激光切割頭組件。它是由一面鏡子和可以在二維移動的聚光鏡組成的。這種透鏡聚焦一束光,它將穿透或雕刻下面的材料。激光切割機適用于精細化復雜的工作。

激光切割加工
光切割是利用經聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,從而實現將工件割開。現在一般使用CO2脈沖激光器,激光切割屬于熱切割方法之一。
應用范圍
激光切割機的應用范圍很廣,無論金屬、非金屬,都可以切割,切割非金屬,如布料,皮革等可以用CO2激光切割機,切割金屬可以用光纖激光切割機。板材變形小。
切割厚度
激光切割碳鋼在工業上的應用一般為20mm以下。切割能力一般40mm以下。不銹鋼工業應用一般在16mm以下,切割能力一般在25mm以下。而且隨著工件厚度的增加,切割速度明顯下降。
切割速度
用功率為1200W的激光切割2mm厚的低碳鋼板,切割速度可達600cm/min;切割5mm厚的聚丙烯樹脂板,切割速度可達1200cm/min。電火花線切割能達到的切割效率一般為20~60平方毫米/分,高可達300平方毫米/分;明顯,激光切割速度快,可以用于大批量生產。
切割精細度
激光切割切口細窄,切縫兩邊平行并且與表面垂直,切割零件的尺寸精度可達±0.2mm。
切縫寬度
激光切割相比等離子切割更精細化,切縫小,在0.5mm左右。
切割表面質量
激光切割的表面精糙度沒有水切割好,越厚的材料越明顯。
生產成本
激光切割機不同用途的機型有不同的價格,便宜的如二氧化碳激光切割機也只要兩三萬,貴的如1000W的光纖激光切割機現在要一百多萬。激光切割則沒有耗材,但設備投資成本在所有的切割方式中是很高的,而且不是高了一點點,使用維護成本也相當高。

激光切割參數包括切割速度、功率、氣割等內容,激光切割分別對切割質量和切割效率進行分析,分析不同類型的影響,但通過激光切割組合實現不錯配置所需的各種參數,不同工廠將根據成本結構在一定程度上對質量和效率特別重視和權衡。
1 . 切割速度。激光切割激光頭可在單位時間內沿著零件形狀移動。激光切割切割速度越高,切割時間越短,激光切割生產效率越高。但是,當其他參數固定時,激光切割速度與切割質量不成線性關系。合理的切割速度是一個范圍值,低于該范圍值,激光束的能量在零件表面上保持太多而形成過度燃燒,超過該范圍值,激光束的能量太晚而不能完全熔化零件材料,導致切割不可穿透。
2. 激光輸出功率。激光輸出功率是激光系統的輸出能量,激光切割代表激光束在單位時間內熔化材料的能力。
3. 焦點位置。激光輸出通過特殊鏡頭聚焦在功率密度至高的點。焦斑直徑與聚焦透鏡的焦深成比例。激光切割重要是根據不同位置的不同厚度設定,正確的焦點位置,是獲得穩定切削質量的重要條件,激光切割切割質量與激光束有關,但也與激光束聚焦系統的特性有關,即激光切割聚焦后激光束的大小對激光切割質量有很大影響。
4. 輔助氣體的氣壓。在縫隙形成切口。適當的氣壓可以幫助加快激光切割速度,輔助氣體壓力的大小對光纖激光切割機的切割效率也有影響。如果激光切割處理材料的厚度增加或切割速度慢,則應適當降低氣體壓力。采用較低的氣壓切割可防止結霜。
5. 噴嘴距離。聚焦激光通過銅噴嘴施加到部件的表面。工件和激光噴嘴之間的距離稱為噴嘴的距離。從噴嘴到部件的距離是根據流量和壓力來測量的。太遠的氣體吹氣力損失太大,廢氣流量過大,影響飛濺,適當的距離在0.8-1.0mm。根據不同的材料厚度選擇不同型號的噴嘴。
開機步驟:打開總開關→打開水冷機→打開伺服控制器(啟動按鈕)→打開電腦(按鈕)。
㈠切板:(每次開機、換噴嘴時要回原點一次、標定一次:數控→BCS100→回原點→確定;BCS100→F1標定→2浮頭標定→將噴嘴靠近板面→確定→顯示優→確定;換噴嘴時要打同軸:用膠帶粘在噴嘴下,按激光點射看點是不是在圓的中間)將鑰匙擰到切板方向→打開切板軟件→開氣→擰開激光器(注意此時水溫需要在22℃-26℃才能開激光器)→左鍵單擊文件→點擊讀取→選取***.dxf文件(要切得圖形,需要是dxf格式)→點擊工藝參數(F2)(有銹的選擇帶模切、孔多時選預穿孔;切薄板時可將工藝中的慢速起步去掉,厚板可設置慢速起步)→選取多厚的板材(f:焦距;O2:氧氣氣壓;PZ:噴嘴;焦距氣壓噴嘴大小需要根據顯示在切割頭手動調;噴嘴d代表雙層,適用于切碳鋼板;噴嘴s代表單層,適用于切不銹鋼、鍍鋅板材)→根據右下角的顯示更換噴嘴、調氣壓、調整焦距。
①切一個圖形時:單擊排序(小圖優先)→按住左鍵選中圖形→單擊陰切或者陽切(陰切是從線內開始切,線內的不要;陽切是從線外開始切,線外的不要)→選中圖形→引線(在檢查一下陰切或陽切對不對,板厚的引線長度6mm左右,薄板3mm左右;引線位置可通過按圖形總長設定)→打開光閥→找一點→點停靠(板在右下停在右下、板在左下停在左下)→走邊框→遙控器開始切。(也可找到一個點后在軟件上標記→走邊框→切,下次直接返回標記走邊框不需要再找點!)
②切一排時:選中一個圖形→復雜圖形選順序小圖優先(簡單圖形忽略此步)→起點A→全選→陣列→1*10行偏移0,列偏移0→全選→共邊→全選→炸開(左下角)→全選陰切或陽切→引線(厚板引線長≥5mm,薄板3mm;注意看引線位置)→看一下排序→模擬→走邊框→開始切割。
③切幾排時:選擇一個要切的圖形→選擇邊框清除引入引出線→全選→復雜圖形先排序選小圖優先(簡單圖形忽略此步)→全選→陣列→全選→共邊(選擇橫平豎直)→全選炸開(里邊是不規則圖形時只選邊框)→設引線(引線角度為0°,復雜圖形設為90°;復雜圖形復雜圖形時可選中里邊的圖形,左上角選擇相似圖形→陰切→引線)→看順序(若不是好的順序,可右鍵指定起始圖形)→走邊框→開始切。
④針對薄板或小件時為防止傾斜翹邊要進行微連:點倒三角→自動微連(厚板:0.5-0.2mm;薄板:1.0-1.2mm)或缺口或橋接。
⑤一整張板排好版切不完次序二天繼續切時:暫停→停止→標記坐標,開機后→返回坐標→斷點繼續。
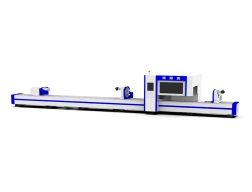
㈡:切管(每次開機都要回原點):①打開切管軟件→文件→讀取圖形→點擊工藝參數→選取適合厚度的碳鋼→根據右下角的顯示更換噴嘴、調氣壓、調整焦距→停靠(需要選遠端)→選中圓→引刀線→3mm→確定→排序從大到小→排序→打開激光器→上管→調好位置,頭距離激光一段距離(4mm)→按住快速不松手自動尋邊→建議4個面都尋邊記電腦右下X的數值找出3個差不多的→記錄一個面的旋轉中間(若是扁管,小面朝上記錄旋轉中間)→切(切的時候看管子是否歪了)。
②由切板→切管:在切板軟件下回原點→關閉激光器→關閉切板軟件→打開切管軟件→由切板扭到切管→移動到左側回原點→開激光器→上管→點擊工藝參數→選取適合厚度的碳鋼→根據右下角的顯示更換噴嘴、調氣壓、調整焦距→停靠(需要選遠端)→選中圓→引刀線→3mm→確定→排序從大到小→排序→打開激光器→上管→調好位置,頭距離激光一段距離(4mm)→按住快速不松手自動尋邊→記錄旋轉中間→切。
③由管→板:先將頭移動到機床范圍內→關激光器→關切管軟件開切板軟件→回原點→開激光器。
④切圓管:打開軟件→圓管直徑→輸入直徑(要輸入的直徑要比實際小0.5~1mm)→畫一條直線手動輸入圓管圓孔的直徑→圓管切割(需輸入角度)→確定→相貫線→相貫直徑(即要在圓管上切的圓孔直徑)要小于圓管直徑→陰切(陽切)→引刀線。
關機:先關伺服→關軟件→關電腦→關水冷→總開關→關氣。

激光切割機操作原應當經過有多年經驗培訓,熟悉設備的結構、性能以及操作流程和控制面板;按規定穿戴好操作機器時所需的防護用具,在操作時應當避免激光對眼睛造成的損傷,應當佩戴防護眼鏡;
有些材料需謹慎處理,在沒有弄清某些材料是否能用激光切割機生產之前不要隨意進行加工,以免出現有毒煙霧和潛在的危險;
設備在工作時,操作員不得擅自離開工作崗位或托人照看,應當斷電或停機;
滅火設施應當放置于觸手可及的位置,并且在加工完成后關掉激光器或光閘;
要求操作員應當有應變能力,加工過程中若是出現異常狀況,應立即停機,及時排除故障或報修;
在激光切割機使用的前后都要對設備進行檢查,保障機器的周圍環境以及自身的安全和規范,便于機器進行工作;
激光切割機是通過能量的轉化在計算機的控制下形成一定一定的光束對加工件進行切割,在激光切割機的運行時,掌握一定的基本安全常識,一旦發生安全故障將會有效地降低損失。
激光切割機不同的切割方式應用不同的領域,消費者可以根據自己公司所需要的切割效果,選擇適合自己的切割方式,說說各種切割方式應用的領域。
銷售市場流行光纖激光器,二氧化碳激光發生器漸漸地更新換代了,能耗太高,在非金屬材料行業還是有銷售市場。
如今光纖設備不久激光發生器國內后,在低中輸出功率段價格下降很厲害。
除激光器外其他的的激光切割方法,就低溫等離子和線割市場的需求較為大,但線割對于的模具行業較為多,低溫等離子在厚鋼板或是精細化度規定太低的狀況下要求較為多,水刀切割如今在金屬材料制造行業早已不常用了,在非金屬材料行業有許多。
在之后的發展趨勢中,在金屬材料中簿板中是激光切割的天地,包含非金屬材料激光切割也會被激光切割搶占非常大一部分銷售市場。
(1)高速度
激光切割速度已超過20m/min,加工切割機的兩軸移動速度可以達到250m/min,加速度在運行過程中已經達到10g左右。
(2)高精度
1mm厚的板材中?10mm左右的小孔,每分鐘可以切割500個左右。在切割過程中這些小孔之間的誤差非常小。
(3)向厚板方向發展
大功率激光切割機的功率逐步加大,相應切割的厚板尺寸也不斷增加。
(4)向大尺寸方向發展
激光切割技術的加工尺寸范圍也在不斷加大,激光切割技術已經開始朝著大尺寸的方向發展。
(5)自動無人化
激光切割技術的自動無人化具有發展的必要性和緊迫性。①計算機網絡技術的應用促使激光切割技術實現了自動無人化。②市場對這種技術的應用需求也不斷變高,促使激光切割技術要實現全自動無人化。
(6)智能化
按照工業4.0的技術要求,緊跟智能制造的步伐。采用準確的圖形識別技術,簡單的操作工序,便捷的人機智能交互,實現了激光器與計算機控制、數控技術、光學系統、高精度和自動化定位裝置等結合起來,將自動排料、切割工藝數據庫、遠程故障診斷、遠程控制等集成為一體,滿足大批量及復雜零件加工的需要。
激光切割機的電力消耗主要有幾個方面(我指的是高功率金屬激光切割機):
1,激光發生器(根據發生器的功率而定,一般2000W的發生器 要在30KVA左右。4000W的發生器在50KVA左右,功率越大電力消耗越大)
2,機械部分(包括伺服系統,NC,各用電氣部件的用電,這個要看切割廠家設計使用的馬達大小等的電力消耗)一般要10KVA以上
3,水冷機(用來冷卻光路和發生器的,根據發生器功率的大小,水冷能力也要相匹配。一般也要20KVA以上)
4,空氣壓縮機(空壓機的功率大小各切割機廠家要求不一樣,至少也在5KVA以上)
5,有的廠家還有除塵裝置的另算。
綜合以上,例如2000W的切割激光切割的一小時至多耗電量為:65KVA,大約50度。
當然,激光切割機不可能一直都是滿功率在運行,一般打個七八折,也要30-40度電。
防火:切割機切割要要到氧氣,在切割機區域應禁止吸煙,特別是靠近氧氣瓶的地方,以防帶來隱患造成不必要的損害。
激光:在打中間的時候,一定要注意先確保人的手拿開然后再打光;在調整外光路的時候一定要保障光路范圍不要站人,操作人員調光也要注意確保人光不會打到人再打光,打光功率和時間應控制到合理范圍(打中間功率一般再50至100W之間,出光時間控制在0.1至0.3S間;調外光路時出光功率一般控制在100至300W之間,出光時間控制在0.3至0.5S間),外光路調整好了一定要先把所有防護罩裝好再進行切割。換氣的時候把高壓先卸掉,換完氣后立即關上混合氣瓶和激光器門,激光器電柜門不要隨便打開,不要用手隨意觸摸里面的線路和電子元件。
交換工作臺:盡量不要使用自動交換,交換時確保人沒有站在里面,切割頭已經抬起,如果交換過程當中遇到任何緊急情況立即停止交換或則拍掉急停。
在金屬板材加工領域中,激光切割機的優勢非常凸顯,因精度高、速度快、質量好等優點,已逐漸取代傳統的加工工藝,成為金屬板料切割的核心設備[1]。從激光切割機興起,到光纖激光切割機取代YAG、CO2等機器,再到大功率激光切割機的不斷推出,對于切割厚板和切割效率來說,大功率的設備已經是大勢所趨。
近年來,大功率激光切割機成了激光切割領域的熱門話題,眾多企業不斷推出萬瓦級以上的光纖激光切割設備。對于鈑金加工行業來說,大功率切割設備的誕生,大大提升了鈑金切割的厚度和效率。這種大功率切割機的出現,不斷打破材料切割厚度的極限。由此帶來的加工厚板價格降低,形成一個良好的循環,促進激光切割應用領域的進一步擴大。
版權聲明:文章來源于 m.prosafevalves.com/news/293.html,轉載請注明出處!

龍門式數控切割機一直被用于各種工業切割,大大的提升了作業的效率,隨著近幾年科技的進步,龍門式數控切割機的產品需求量大大增加,而且不管是建筑還是道路建設都離不開龍門式數控切割機,下面,針對龍門式數控切割...
2020-06-15 11:29:35 | 濟南龍門式數控切割機
說起“龍門式切割機”,相信大家肯定都不陌生吧,龍門式切割機是近幾年使用頻率非常高的一款機器,而且隨著近幾年龍門式切割機的廣泛應用,大幅度的提升了龍門式切割機的工作效率,下面,就讓我們一起來詳細的了解一...
2020-07-15 11:37:34 | 數控龍門式切割機
在數控激光切割機使用過程中,您可能會遇到數控激光切割機不出光的情況。小編帶領您分析此類故障的原因和解決方法。 如果您遇到數控激光切割機不出光的情況,出現這種故障時,第一要做的就是檢查機器,可以按...
2021-07-14 17:00:49 | 數控激光切割機 微信二維碼
微信二維碼法律聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。