








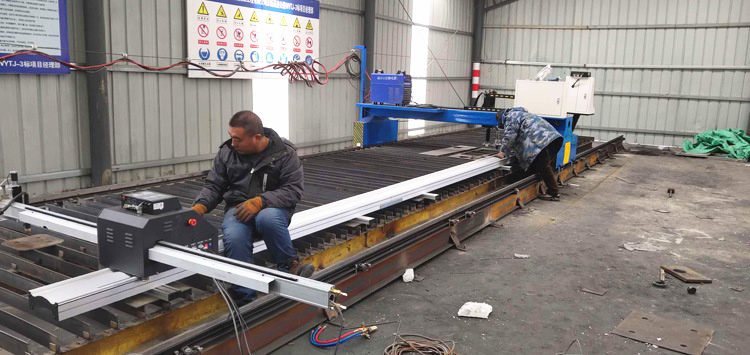
龍門式數(shù)控切割機(jī)的詳細(xì)資訊了解一下
隨著近幾年數(shù)控切割機(jī)的應(yīng)用,大力的推動(dòng)了切割的效率,而且近幾年數(shù)控切割機(jī)的使用率越來(lái)越廣泛,如今了數(shù)控切割機(jī)銷量的增長(zhǎng),下面,就讓我們一起來(lái)詳細(xì)的了解一下龍門式數(shù)控切割機(jī)的詳細(xì)資訊吧,希望能幫到屏幕前...
2020-07-07 11:45:14 | 龍門式數(shù)控切割機(jī)
聯(lián)系電話:182-3390-1740
聯(lián)系地址:河北省邢臺(tái)市新河縣安新線變電所南行80米路西側(cè)
等離子切割機(jī)作為非常常用的一種切割機(jī),被很多人學(xué)習(xí)和使用,但是學(xué)習(xí)容易做起來(lái)難,很多人使用等離子切割機(jī)的時(shí)候,都會(huì)出現(xiàn)各種各樣的問(wèn)題,例如切割不平滑、數(shù)控不受指揮等等,導(dǎo)致切割出來(lái)的產(chǎn)品不盡如人意。今天我們分享的這些等離子切割機(jī)使用技巧一般只有老師傅才會(huì),可千萬(wàn)要記好了。
切出來(lái)的精美配件")
德州遷陌通風(fēng)設(shè)備有限公司認(rèn)為比較重要的等離子切割機(jī)使用技巧包括:
1、切割應(yīng)從邊緣開(kāi)始。盡可能從邊緣開(kāi)始切割,而不要穿孔切割。采用邊緣作為起始點(diǎn)會(huì)延長(zhǎng)消耗件的壽命,正確的方法是將噴嘴直接對(duì)準(zhǔn)工件邊緣后再啟動(dòng)等離子弧。
2、減少不必要的“起弧(或?qū)Щ。睍r(shí)間。起弧時(shí)噴嘴和電極的消耗都非常快,在開(kāi)始前,應(yīng)將割炬放在切割金屬行走距離內(nèi)。
3、盡量保持割炬和消耗件清潔。在割炬和消耗件上的任何臟物都會(huì)很大地影響等離子系統(tǒng)的功能。更換消耗件時(shí)要將其放在干凈的絨布上,要經(jīng)常檢查割炬的連接羅紋,用過(guò)氧化氫類清潔劑清洗電極接觸面和噴嘴。
4、采用合理的切距。按照使用說(shuō)明書的要求,采用合理的切距,切距即切割噴嘴與工件表面的距離,當(dāng)穿孔時(shí),盡量采用正常切距的2倍距離或采用等離子弧所能傳遞的至大高度。
5、穿孔厚度應(yīng)在機(jī)器系統(tǒng)的允許范圍內(nèi)。切割機(jī)不能在超過(guò)工作厚度的鋼板上穿孔,通常的穿孔厚度為正常切割厚度的1/2。
6、噴嘴不要過(guò)載使用。讓噴嘴過(guò)載(即超過(guò)噴嘴的工作電流),將使噴嘴很快損壞。電流強(qiáng)度應(yīng)為噴嘴的工作電流的95%為宜。例如:100A的噴嘴的電流強(qiáng)度應(yīng)設(shè)定為95安。
數(shù)控切割機(jī)和等離子電源結(jié)合起來(lái)就稱為數(shù)控等離子切割機(jī),用等離子切割容易產(chǎn)生破口,產(chǎn)生破口的原因有很多種,通常等離子數(shù)控切割機(jī)的切割速度范圍可按照設(shè)備說(shuō)明選定或用試驗(yàn)來(lái)確定,但是由于待切割工件的厚薄度,材質(zhì)不同,熔點(diǎn)高低,熱導(dǎo)率大小以及熔化后的表面張力等因素,所以等離子數(shù)控切割機(jī)的切割速度也有相應(yīng)的變化。其主要表現(xiàn)為以下幾點(diǎn):
1、等離子數(shù)控切割機(jī)在切割速度適度地提高能改善切口質(zhì)量時(shí),即切口略有變窄,切口表面更平整,同時(shí)可減小變形。
2、等離子數(shù)控切割機(jī)在切割速度過(guò)快時(shí)使得切割的線能量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質(zhì)量下降。
3、當(dāng)?shù)入x子數(shù)控切割機(jī)在切割速度太低時(shí),由于切割處是等離子弧的陽(yáng)極,為了維持電弧自身的穩(wěn)定,陽(yáng)極斑點(diǎn)或陽(yáng)極區(qū)必然要在離電弧非常近的切縫附近找到傳導(dǎo)電流地方,同時(shí)會(huì)向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側(cè)熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過(guò)多而形成圓角。
4、當(dāng)?shù)入x子數(shù)控切割機(jī)在切割速度極低時(shí),由于切口過(guò)寬,電弧甚至?xí)纭S纱丝梢?jiàn),良好的切割質(zhì)量與切割速度是分不開(kāi)的。
等離子切割機(jī)避免切割缺陷的技巧包括:
1.上沿圓角。由切口頂面等離子電弧熱量引起。對(duì)割槍高度進(jìn)行合理控制可盡可能減少或消除上沿圓角現(xiàn)象。嚴(yán)重的上沿圓角現(xiàn)象通常預(yù)示著割槍切割高度需要降低。
2.上緣熔渣。上緣熔渣由快速切割或割槍高度設(shè)置過(guò)高引起。減慢切割速度或降低割槍切割高度可減少上緣熔渣。上緣熔渣易于清除。
3.底部掛渣。熔融金屬可能會(huì)堆積于板材底部。切割速度越快,材料熔化量就越少,底部掛渣堆積量也越少。如底部掛渣很容易被清除,表明切割速度較慢;而很難清除或甚至需要借助磨光手段才可去除的底部掛渣則表明切割速度過(guò)快。
4.切口。切割表列出了切口寬度參數(shù),可用作切割編程參考。切口寬度和割嘴口尺寸大小有關(guān),切割電流越高,產(chǎn)生的切口寬度就越大;此外,割槍高度越高,形成的切口寬度也越大。
5.坡口斜角。高精度切割所形成的坡口斜角在0-3°范圍內(nèi),而普通等離子切割將形成更大的斜角。對(duì)割槍高度進(jìn)行正確合理的控制可盡可能減小坡口斜角的大小,同時(shí)還可改善切口寬度和上緣塌邊及圓角現(xiàn)象。在切圓或切角時(shí),可采用較慢的切割速度,以減小坡口斜角大小。
6.切割速度。切割表提供了切割速度信息。所有等離子系統(tǒng)均可進(jìn)行快速或慢速切割,但切割效果卻不同。在拐角處或狹窄空間內(nèi)進(jìn)行切割時(shí)應(yīng)降低切割速度,以減少坡口斜角大小和圓角現(xiàn)象。
7.采用較好切割速度能在切割斷面形成輕微可見(jiàn)的后拖弧線。切割低碳鋼時(shí)可通過(guò)觀察這些弧線評(píng)估切割速度,但對(duì)鋁材和不銹鋼情況則不同。采用空氣或氧氣等離子切割方式時(shí),偏角小于15°的后拖弧線表明切割速度處于較好范圍。采用高精度切割工藝時(shí),較好切割質(zhì)量可伴隨幾近垂直狀的弧線。慢速切割可形成向前偏斜的弧線,而快速切割則可形成跟板材頂面呈銳角的弧線。
8.氮化層堆積。空氣等離子在切割碳鋼和不銹鋼時(shí)會(huì)在切割面產(chǎn)生氮化層污染。氮化層表面在焊接前需要進(jìn)行磨光處理,以避免發(fā)生焊縫氣孔。
9.切割斷面。切割方式和定位器精度是影響切割斷面質(zhì)量?jī)?yōu)劣的最主要因素。因此,為獲得很棒切割斷面,需要按照實(shí)際材料類型,正確選用切割方式。
10.采用非空氣等離子切割方式可避免氮化層堆積。碳鋼切割可采用氧氣等離子,有色金屬切割采用H35或氮?dú)?水霧保護(hù)氣切割方式。

為了有更好的等離子切割機(jī)使用技巧,以下是正規(guī)的等離子切割機(jī)操作規(guī)程:
1.為降低能耗,提高噴嘴及電極的壽命,當(dāng)切割較薄工件時(shí),應(yīng)盡量采用“低檔”切割。
2.當(dāng)“切厚選擇”開(kāi)關(guān)置于“高檔位”時(shí)應(yīng)采用非接觸式切割式切割(特別情況除外)并優(yōu)先選擇水割割炬。
3.當(dāng)需要調(diào)換“切厚選擇”開(kāi)關(guān)檔位時(shí),一定要先關(guān)斷主機(jī)電源開(kāi)關(guān),以防損壞機(jī)件。
4.當(dāng)裝拆或移動(dòng)主機(jī)時(shí),一定要先關(guān)斷供電電源方可進(jìn)行,以防發(fā)生危險(xiǎn)。
5.應(yīng)先關(guān)斷主機(jī)電源開(kāi)關(guān)后,方可裝拆主機(jī)上附件、部件(如割炬、切割地線、電極、噴嘴、分配器、壓帽、保護(hù)套等)。避免反復(fù)快速地開(kāi)啟割炬開(kāi)關(guān),以免損壞引弧系統(tǒng)或相關(guān)元件。
6.當(dāng)需要從工件中間開(kāi)始引弧切割時(shí),切割不銹鋼≤20mm厚,可以直接穿孔切割。方法為:把割炬置于切縫起始點(diǎn)上,并使割炬噴嘴軸線與工件平面呈約75°夾角;然后開(kāi)啟割炬開(kāi)關(guān),引弧穿孔;同時(shí)緩慢地調(diào)整噴嘴軸線與工件面夾角,至切割穿工件時(shí)止應(yīng)調(diào)整至90°。切穿工件后,沿切縫方向正常切割即可。但如果超過(guò)上述厚度時(shí)須穿孔切割,就需要在切割起始點(diǎn)上鉆一小孔(直徑不限),從小孔中引弧切割。否則,容易損壞割炬噴嘴。
7.主機(jī)持續(xù)工作率70%(“切厚選擇”開(kāi)關(guān)置于低檔時(shí),持續(xù)工作可接近100%)。若連續(xù)工作時(shí)間過(guò)長(zhǎng)而導(dǎo)致主機(jī)溫度過(guò)高時(shí),溫度保護(hù)系統(tǒng)將自動(dòng)關(guān)機(jī),需要冷卻20分鐘左右才能繼續(xù)工作。
8.當(dāng)壓縮空氣壓力低于0.22MPa時(shí)設(shè)備應(yīng)立即處于保護(hù)關(guān)機(jī)狀態(tài),此時(shí)應(yīng)檢修供氣系統(tǒng),排除故障后,壓力恢復(fù)0.45MPa時(shí)方能繼續(xù)工作。
9.若三相輸入電源缺相時(shí),主機(jī)則不能正常工作,部分機(jī)型“缺相指示”紅燈亮。須排除故障后,才能正常切割。
10.水冷機(jī)型需要將水箱注滿自來(lái)水,并插好水泵電源插頭。
11.將電源開(kāi)關(guān)旋至“開(kāi)機(jī)”位置,如“氣壓不足”指示燈亮,應(yīng)按要求調(diào)至0.45MPa。于是“氣壓不足”指示燈滅。風(fēng)扇轉(zhuǎn)向應(yīng)按標(biāo)志方向,水冷機(jī)水泵轉(zhuǎn)向應(yīng)符合要求,否則“水壓不足”指示燈亮,應(yīng)調(diào)整輸入電源相位。
12.根據(jù)工件厚度,將“切厚選擇”開(kāi)關(guān)撥至相應(yīng)位置,選擇合適的割炬,割炬按使用范圍自小到大有多種規(guī)格。禁止超過(guò)額定電流范圍,否則必將損壞。將割炬置于工件切割起點(diǎn)按下割炬開(kāi)關(guān),若一次未引燃,可再次按動(dòng)割炬開(kāi)關(guān),引弧成功,開(kāi)始切割。
13.每工作4至8h(間隔時(shí)間視壓縮空氣干燥度定),應(yīng)按“空氣過(guò)濾減壓器”放水螺釘擰松排放凈積水,以防過(guò)多的積水進(jìn)入機(jī)內(nèi)或割炬內(nèi)而引起故障。
14.當(dāng)水冷系統(tǒng)循環(huán)不良時(shí),主機(jī)將處于保護(hù)停機(jī)狀態(tài),此時(shí),應(yīng)按本文有關(guān)章節(jié)所述方法檢查解決,須待水壓恢復(fù)正常后,水箱回水口回流順暢,方能繼續(xù)使用水冷割炬。
15.寒冷環(huán)境工作時(shí)一定要注意:當(dāng)環(huán)境溫度低于冰點(diǎn)時(shí),不得采用水冷方式切割,否則,循環(huán)水冷系統(tǒng)將不能正常工作,水冷割炬有可能損壞。
以上就是信爾切割機(jī)設(shè)備廠家為大家?guī)?lái)的等離子切割機(jī)使用技巧了,等離子切割機(jī)的使用更像是一種藝術(shù)而不是簡(jiǎn)單地技術(shù),大家沉下心來(lái)慢慢學(xué)習(xí)才是應(yīng)該做的。
版權(quán)聲明:文章來(lái)源于 m.prosafevalves.com/news/272.html,轉(zhuǎn)載請(qǐng)注明出處!
控切割機(jī)的詳細(xì)資訊了解一下")
隨著近幾年數(shù)控切割機(jī)的應(yīng)用,大力的推動(dòng)了切割的效率,而且近幾年數(shù)控切割機(jī)的使用率越來(lái)越廣泛,如今了數(shù)控切割機(jī)銷量的增長(zhǎng),下面,就讓我們一起來(lái)詳細(xì)的了解一下龍門式數(shù)控切割機(jī)的詳細(xì)資訊吧,希望能幫到屏幕前...
2020-07-07 11:45:14 | 龍門式數(shù)控切割機(jī)使用須知:特點(diǎn)、優(yōu)點(diǎn)和預(yù)防措施!")
光纖激光切割機(jī)是一種非常受歡迎,而且加工效率也非常不錯(cuò)的設(shè)備,與傳統(tǒng)的加工工具相比,能夠大批量生產(chǎn)和切割材料,在行業(yè)發(fā)展快速的今天十分受到公司的重用。本文中,信爾設(shè)備就其特點(diǎn)、優(yōu)點(diǎn)和注意事項(xiàng)做了詳...
2021-06-15 11:36:43 | 激光切割機(jī)控切割機(jī)廠家?guī)懔私恺堥T切割機(jī)切割效率是否會(huì)被影響")
隨著我國(guó)科技的不斷發(fā)展,切割工業(yè)也逐漸變得簡(jiǎn)單了起來(lái),其中有一款名為“龍門切割機(jī)”的機(jī)器,一經(jīng)出現(xiàn)就獲得了廣大消費(fèi)者的喜愛(ài),大大的提升了切割效率,下面,跟隨大龍門數(shù)控切割機(jī)廠家的腳步,讓我們一起來(lái)詳細(xì)...
2020-06-30 11:51:15 | 大龍門數(shù)控切割機(jī)廠家二維碼") 微信二維碼
微信二維碼法律聲明:本網(wǎng)站部分內(nèi)容來(lái)源于網(wǎng)絡(luò),如有侵權(quán)請(qǐng)告知!我們立即刪除;本網(wǎng)站嚴(yán)格遵循國(guó)家相關(guān)法律法規(guī)規(guī)定,如有不當(dāng)之處,請(qǐng)告知!我們立即刪除。
河北信爾自動(dòng)化設(shè)備科技有限公司m.prosafevalves.com 版權(quán)所有 技術(shù)支持:卓博科技 網(wǎng)站地圖

控激光切割機(jī)在切割的快慢會(huì)影響到工件的品質(zhì)")
控火焰切割機(jī)發(fā)熱現(xiàn)象要如何預(yù)防?如何處理?")